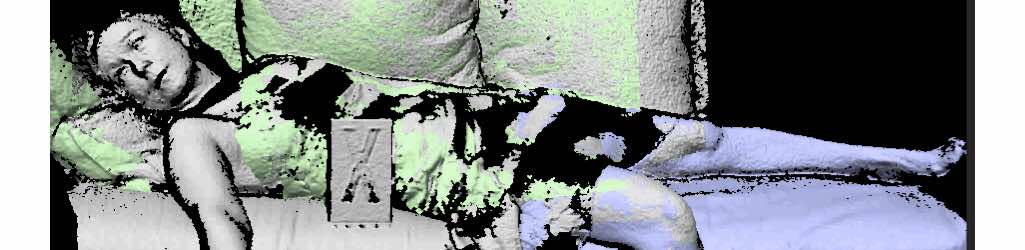
This project is aimed at testing the performance of 3D optical acquisition and reverse engineering to carry out the contact-less gauging of crime scenes for their documentation and analysis. In particular, the study focuses on two aspects. The former is the “in-field” measurement and modeling of crime scenes.
The activity carried out by the Laboratory staff deals with a number of significant cases. A comprehensive summary of the experiences is in the references below.
Related Publications
Cavagnini, G.; Scalvenzi, M.; Trebeschi, M.; Sansoni, G. “Reverse engineering from 3D optical acquisition: application to Crime Scene Investigation“, Proceedings of Virtual Modelling and Rapid Manufacturing, Advanced Research in Virtual and Rapid Prototyping, pp. 195-201. 2007
Sansoni, G.; Docchio, F.; Trebeschi, M.; Scalvenzi, M.; Cavagnini, G.; Cattaneo, C. “Application of three-dimensional optical acquisition to the documentation and the analysis of crime scenes and legal medicine inspection“, 2007 2nd International Workshop on Advances in Sensors and Interface, pp. 1-10. 2007
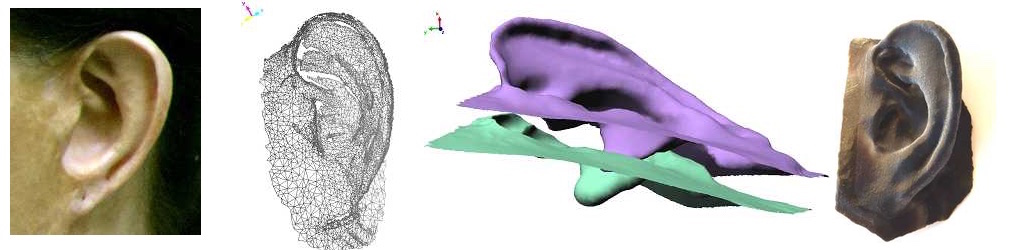
Sansoni, G.; Cattaneo, C.; Trebeschi, M.; Gibelli, D.; Porta, D.; Picozzi, M. “Feasibility of contactless 3D optical measurement for the analysis of bone and soft tissue lesions: new technologies and perspectives in forensic sciences“, Journal of Forensic Sciences, Vol. 54, no. 3, pp. 540-545. 2009
Sansoni, G.; Cattaneo, C.; Trebeschi, M.; Gibelli, D.; Poppa, P.; Porta, D.; Maldarella, M.; Picozzi, M. “Scene-of-Crime Analysis by a 3-Dimensional Optical Digitizer: A Useful Perspective for Forensic Science“, The American Journal of Forensic Medicine and Pathology, Vol. 32 no. 3, pp. 280-286. 2011