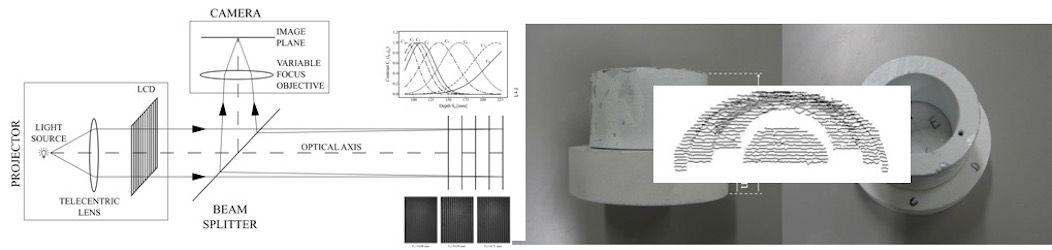
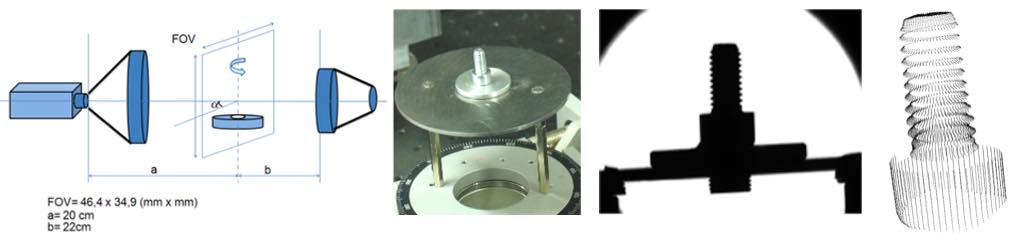
A novel Depth From Defocus (DFD) measurement system is has been developed. Here the extension of the measurement range is performed using an emergent technology based on liquid lenses. A suitable set of different focal lengths, obtained by properly changing the liquid lens supply voltage, provides multiple camera settings without duplicating the system elements or using moving parts.
A simple and compact setup, with a single camera/illuminator coaxial assembly is obtained. The measurement is based on an active DFD technique using modulation measurement profilometry(MMP) for the estimation of the contrast at each image point as a function of the depth range.
A suitable combination of multiple contrast curves, each one derived at a specific focal length, is proposed to extend the measurement range and to improve the measurement performances with respect to the state of the art.
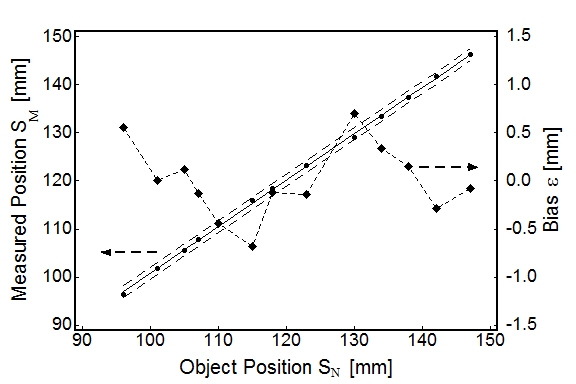
The system measurement errors are 0.53 mm over an extended measurement depth range of 135 mm, corresponding to 0.39 % of the depth range, resulting in an improved performance with respect to the state of the art DFD systems, for which typical values are in the 0.7-1.6 % of the depth range.
This activity was carried out in the frame of a collaboration between our Laboratory and the DIMEG Metrological Laboratory of the University of Padova. It was aimed at integrating the measurement information from a 3D Vision sensor and a Coordinate Measuring Machine (CMM) for the reverse engineering of free-form surfaces. The objective was to reconstruct the CAD model of comples shapes with high accuracy and at the same time rapidly, and minimising the operator time.
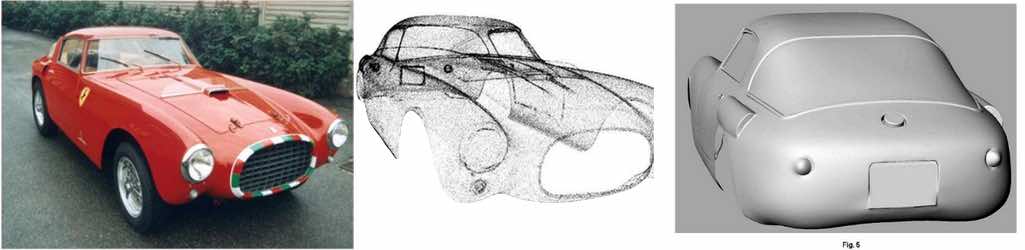
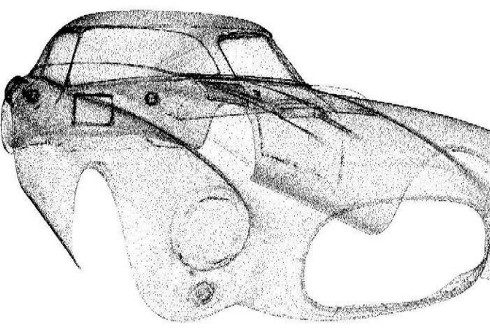
This project was performed to demonstrate the feasibility of using an optical 3d range sensor based on fringe projection (OPL-3D) to acquire the shell of the Ferrari Mille Miglia shown in the figure. The point cloud were merged and the whole mash was obtained. A scaled copy of the shell was prototyped.
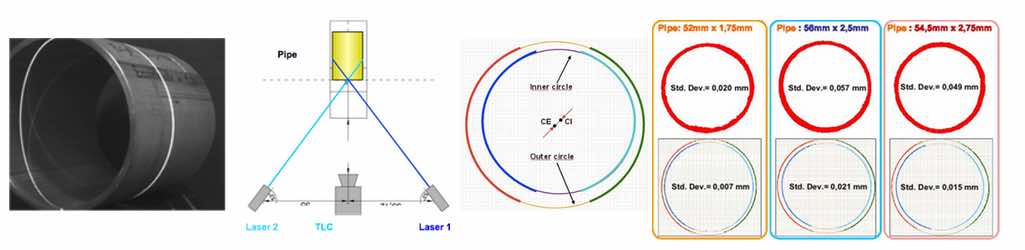
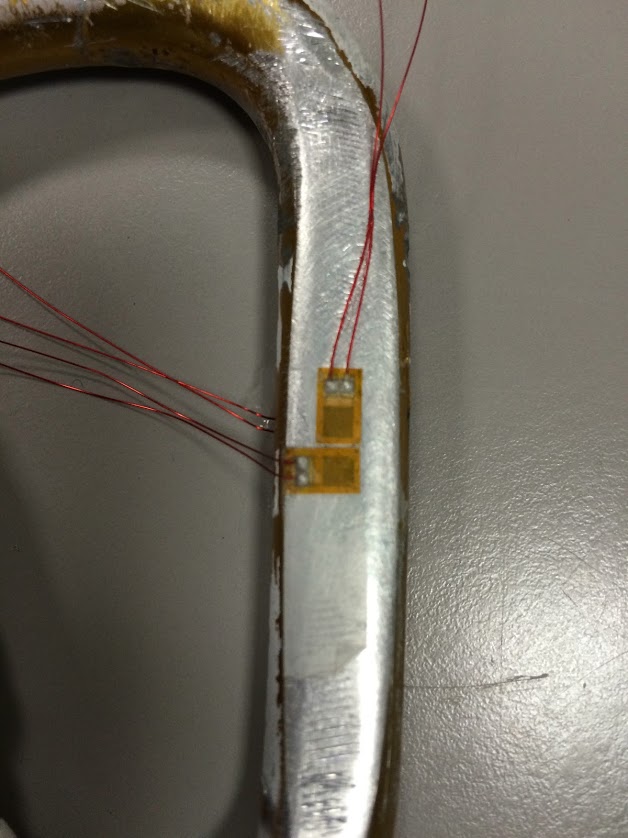
The aim of this project has been to design, to implement and to characterize a system for the 3D measurement of eccentricity of pipes.
This system was originally based on four laser slits, suitable oriented with respect to the pipe to acquire the external and the internal semi-profiles. In order to develop a compact version of the instrument, we studied a new optical layout, which halves the number of the cameras.
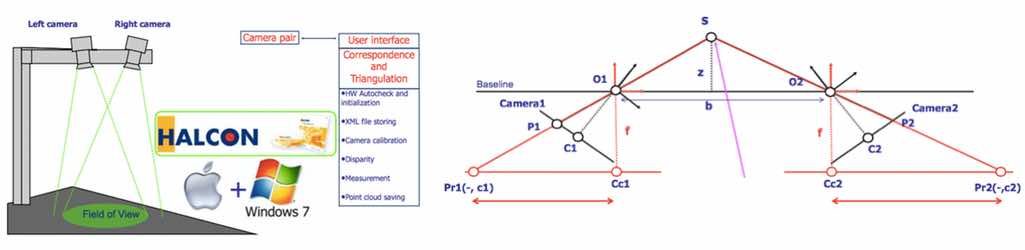
This project deals with the design, the development and the characterization of a vision system based on passive stereo vision, using the Halcon 9.0 (MVTech) suite of functions for 3D vision. The measurement procedures have been developed in the VISUAL BASIC.NET platform. Special care has been dedicated to devop a flexible software tool, denominated CHAMALEONEYES, which allows the user to automatically unload the cameras, and to calibrate them in a fast and easy way.
Special panels are available to check the hardware status, to load new camera models, and to test them. The tool outputs the point cloud corresponding to the field of view acquired by the cameras.
The aim of this project is to design, implement and charaterise a vision system for the 3D reconstruction of objects rotating with respect to their axis by means of the Silhouette method. The system has been developed using LabView Real-Time 8.6.1 (National Instruments, NI).
The hardware of the system is composed by the NI Embedded Vision System (EVS), the Basler Scout scA1390-17gm/gc Gigabit Ethernet camera, and a telecentric lighting system combined with a telecentric optics (Optoengineering, Italy). The software tools dedicated to image acquisition and elaboration have been developed by using the NI-IMAQ vision libraies. The vision system is called ‘OPTOSILHO‘.
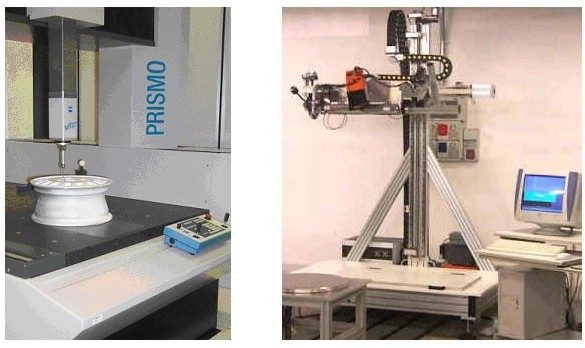
The 3D Vision system used during the experimentation was the prototype 3D-Optolab, and the CMM was the Zeiss Prismo Vast 7D, equipped with the software Holos, installed at the DIMEG Metrological Laboratory. Both are shown in Fig. 1.
The proposed methodology does not foresee the physical integration of the two sensors; instead, their combination at the level of the measurement information is carried out, in a module for the intelligent aggregation of the information coming from the sensors.
Fig. 1 - The Zeiss Prismo Vast 7D (left) and the 3D-Optolab prototype (right) used for the project.
Fig. 2 schematically presents the method. The starting point is the acquisition of a number of clouds of points using 3D-Optolab. These are then imported into the CAD environment PRO/ENGINEER. The initial “rough” CAD model of the surface is obtained by using the modules available in the CAD environment PRO/E. This model is used to “feed” the CMM in the contact, accurate digitization step. The a-prori knowledge of a “rough” description of the surface allows an efficient programming of the scanning and digitizing path, and reduces the number of touch points and of the iterations needed to achieve the complete digitization of the object. The methods was tested on a number of objects: the experimental results are presented and discussed in the related publications at the bottom of the page.
Fig. 2 - Scheme of the developed procedure.
This research activity has been further developed in the frame of the project “Development of a novel methodology for the reverse engineering of complex, free-form surfaces, combining three-dimensional vision systems and Coordinate Measuring Machines” funded by the Italian Ministry of Research, in the year 2000. Two further Laboratories participate to this project: the DIMEG Metrological Laboratory, University of Padova, and the 3D Vision Group located at the Dipartimento di Elettronica e Informatica of the Milan Polytechnic. The objectives of this work are well described by the scheme in Fig. 3.
Fig. 3 - Objectives of the research work in a work-flow fashion.
Optical RE
The first aim of the project, (“Optical RE” in the Fig. 3) is to optimize the RE process as far as the time of execution, by creating a 3D model for the description of the object under test by using the optical digitization. This objective has been performed in the following steps:
development of a reliable and easy to use optical digitizer, able to generate 3D point clouds that describe various parts of the object, each from a specific viewpoint; the measurement system, should be easily movable in space, in order to be able to “observe” the target object from different perspectives, and to create a set of point clouds that completely describe the object itself;
development of procedures for the registration of the point clouds;
development of the procedures for the creation, starting from the registered views, of 3D models of the shapes;
metrological validation of the models by means of the CMM.
Optical/Contact RE
The second purpose of the project (“Optical/Contact RE” in Fig. 3) is to optimize the RE process from the viewpoint of the accuracy of the representation of the object, without increasing the process time. The approach is close to that one represented in Fig. 2; however, the initial representation of the CAD model has to be obtained starting from the above mentioned 3D models.
Metrological validation of Point Clouds
The third purpose of the project (“Metrological validation of point clouds” in the Fig. 3) is closely related to the activity aimed at metrologically validating, by means of the CMM, the point clouds generated by the optical digitizer.
Validation for RP
The final goal of the project (“Validation for RP” in Fig. 3) is the verification of the suitability of the 3D models for the Rapid Prototyping process.
Results obtained
The activity carried out by our Laboratory resulted in two research products. The former is the optical digitizerOPL-3D. The design and the development of the instrument have been completely performed by the Laboratory. The metrological characterization has been performed in collaboration with the Laboratory located in Padova. The latter is a suite of software tools for the alignement of the point clouds in the multi-view acquisition process. These tools perform, in a semi-automatic way, the estimate of the rototranslation matrixes between pairs of point clouds. A further improvement is performed by the research Laboratory located in Milan, basically aimed at achieving a completely automatic process. Below you can find more details about the procedures.
The work performed on the Ferrari presents a number of similarities with respect to the work performed on the Winged Victory: it included the 3D optical digitization of the car, and the generation of a number of polygonal and CAD models.
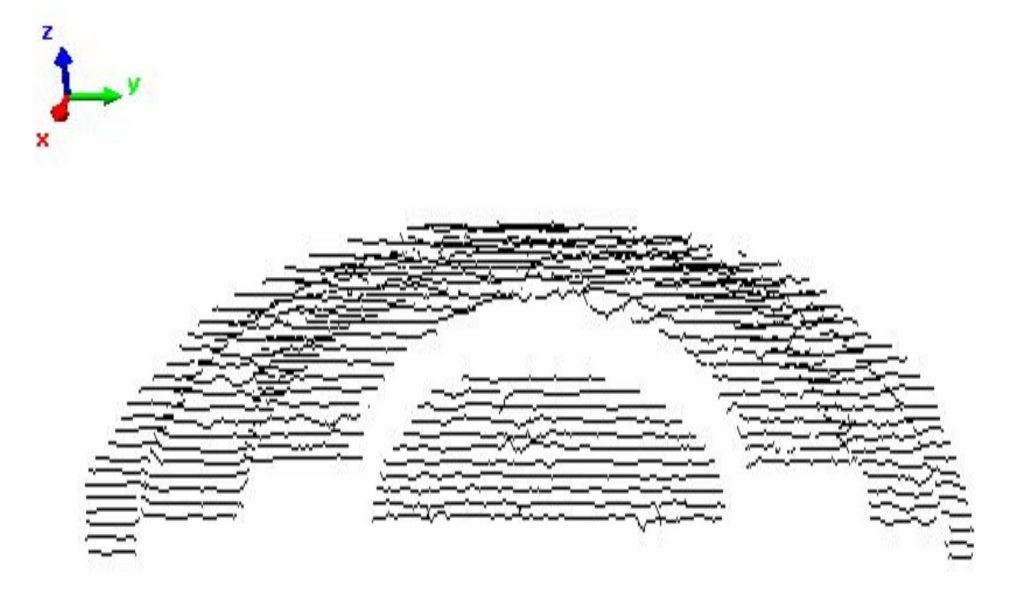
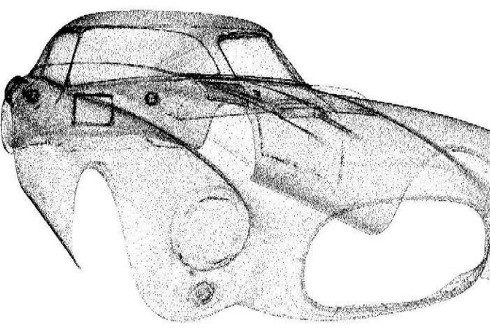
Fig. 1 shows a view of the whole point cloud obtained by aligning and merging 280 partial pointclouds. The step has been performed with the help of suitable markers placed on the surface, given the dramatic regularity of the shapes, and the need to keep the alignment error as lower as possible. Moreover, a skeleton of few, large views (550 x 480 mm), with height resolution of 0.2 mm and measurement variability of 0.1 mm has been obtained in the first step. Then, smallerviews (370 x 300 mm), with resolution of 0.1 mm and measurement error of 0.06 mm, have been acquired and merged together using the skeleton as the reference.
Fig. 1 - Complete point cloud obtained after the alignment of the different views.
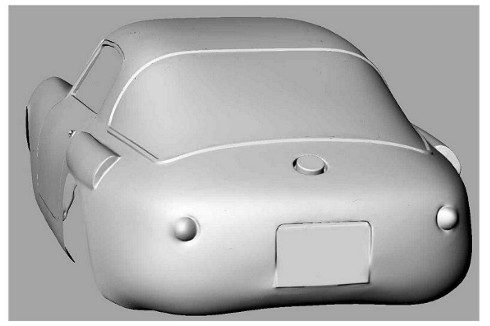
The multi-view alignment and the creation of the triangle model at high resolution have been performed by using the PolyWorks software. Then, the mesh has been saved in the STL format and imported into the Raindrop Geomagic Studio environment. Here, the triangles have been edited, topologically checked, and decimated at different levels of compression, mainly using only the automatic tools embedded in the software. Fig. 2 shows one of the most dense models obtained (1.5 million of triangles), while Fig. 3 depicts the model obtained after the compression of the previous one down to 10.000 triangles: despite the high compression here applied, the model presents a high level of adherence to the original measured data, thanks to the overall “smoothness” of the car surface.
Fig. 2 - Dense model obtained by the point cloud.
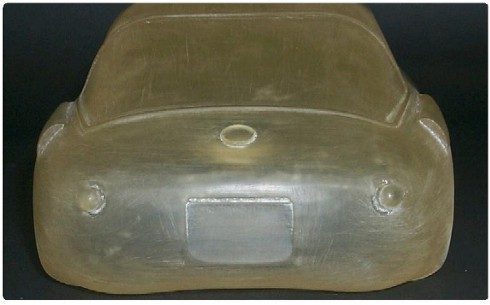
As the last step, the CAD model has been created starting from the triangle mesh of Fig. 2, with minimum intervention of the operator. Fig. 4 shows therendering of this model (theIGES format is used, resulting in a120 MBfile). The prototype of the car has been obtained at theLaboratory of Fast Prototyping of the University of Udine. The process involved thestereo lithography technique. Similarly to the prototyping of the head of the Winged Victory it resulted into the 1:10 scaled reproduction shown in Fig. 5.
Fig. 4 - CAD model obtained rendered by the software.
Fig. 5 - The prototype obtained by fast prototyping. Dimension: 370 x 150 x 90 mm; Material: CIBATOOL SL 5190.